






























Coastal and humid sites push DC connectors to their limits. This case focuses on APP Power Connectors used in lithium battery energy storage, where salt‑mist corrosion triggered rising contact resistance, heat, and unplanned downtime. You will see failure patterns, test data, and a practical path to Connector Replacement that restores safety and uptime.

Context and why this matters
Salt-laden air carries chloride ions that penetrate micro-gaps. On DC connectors this accelerates corrosion, increases milli‑ohm resistance, and drives I²R heating. In storage and solar systems, these small losses add up, reduce efficiency, and raise safety risk.
Independent research underscores the cross‑sector impact of corrosion and poor connections. Corrosive salts pose reliability issues in high‑temperature systems, which reinforces the need for strong materials and designs. As noted by Innovation outlook: Thermal energy storage, molten‑salt systems contend with corrosion and reliability trade‑offs. Materials engineering also cuts corrosion at extreme conditions. A U.S. program reported cermet-based, corrosion‑resistant components that improve performance in solar‑thermal systems (EERE Success Story—Material Mash‑Up).
Grid reliability adds another angle. Poor contacts waste power and can aggravate local constraints in high‑current applications. High‑power charging and connections demand strong distribution capacity, as highlighted by Innovation Outlook: Smart charging. Stable, low‑loss connections also support system stability, a concern raised in Harnessing Variable Renewables.
System setup and symptoms
Site profile
Application: residential ESS near the coast. Battery: LiFePO4 rack, 48 V, 10 kWh. Inverter: hybrid, 5 kW. Connectors: APP Power Connectors on battery leads and module interconnects.
Early warning signs
- Thermal camera detected 18–25 °C rise over ambient at two connectors under 80–90 A load.
- DC bus showed a 0.2–0.3 V extra drop at 90 A compared with commissioning data.
- Visual inspection: dulling of plating, greenish deposits, and light pitting along the contact tongue.
Failure mechanics in salt-mist conditions
Key mechanisms
- Crevice corrosion: chloride‑rich moisture wicks into the connector interface and stays trapped.
- Fretting + corrosion: small vibrations break oxide films; chlorides attack fresh metal.
- Galvanic effects: dissimilar metals in the contact/crimp stack accelerate attack in moist salt.
- Thermal runaway loop: higher contact resistance causes heat; heat drives faster chemistry and further resistance growth.
These mechanisms mirror broader findings that salts can be highly corrosive to energy hardware. The same theme appears in thermal storage research from IRENA and materials work noted by the U.S. Department of Energy’s Energy.gov brief.
Case data: test, results, and loss quantification
Contact resistance growth
Technicians measured four-wire contact resistance at the affected pair across several loads. Baseline from commissioning was 0.20–0.25 mΩ per contact. Post-event values increased substantially.
| Condition | Current (A) | Contact resistance (mΩ per contact) | Connector shell temp rise (°C) |
|---|---|---|---|
| Commissioning baseline | 90 | 0.22 | 8 |
| After 6 months coastal exposure | 90 | 0.58 | 24 |
| After salt-fog bench test (96 h, 5% NaCl, 35 °C) | 90 | 0.83 | 37 |
At 90 A, an increase of 0.6 mΩ adds ~4.9 W heat per contact (I²R). Two contacts create ~9–10 W localized heat, enough to soften plastics over time.
Salt-fog protocol
Bench testing followed neutral salt spray parameters common to ASTM B117: 5% NaCl at 35 °C, pH ~6.5–7.2, continuous fog. Cyclic severity can also be specified under IEC 60068‑2‑52 for field realism. Results aligned with field findings, confirming chloride‑driven degradation.
Root causes found
- Plating choice: tin plating showed faster dulling and pitting in this environment. Contact geometry trapped moisture.
- Ingress path: connectors were near an intake vent. No sealing boots. Salt aerosols had a direct path.
- Crimp quality: one lug had minimal bellmouth and stray strands. Local hotspots formed under load.
- Cable strain: unsupported cable allowed micro‑motion, adding fretting wear.
Mitigation: materials, sealing, and assembly
Material and plating selection
Pick contact materials and finishes that balance low resistance, corrosion resistance, and cost. Field results and lab tests suggest:
| Contact finish | Typical salt-fog endurance | Notes |
|---|---|---|
| Tin over copper | 48–96 h | Economical; watch for fretting and oxide growth. |
| Nickel underlayer + tin | 96–240 h | Barrier layer slows base-metal attack. |
| Silver over copper | 48–96 h | Very low contact resistance; tarnish manageable under load. |
| Gold flash over nickel | ≥240 h | Premium; strong for signal contacts, selective use on power wipe area. |
Materials engineering improves durability at high temperature and corrosive conditions. This mirrors advances highlighted by the U.S. DOE on corrosion‑resistant cermets for solar‑thermal components (Energy.gov).
Sealing and layout
- Move connectors away from vents and splash zones. Add drip loops.
- Use IP67 boots or backshells. Fit gaskets correctly. Do not leave unused ports open.
- Apply a thin layer of compatible dielectric grease to the interface. Avoid excess that blocks mating.
Crimping and strain relief
- Use the specified crimp tool and die. Validate with pull tests.
- Ensure full wire insertion, visible bellmouth, and no stray strands.
- Relieve cable weight with clips or ties within 150–200 mm of the connector.
Replacement criteria and procedure
Replacement triggers
- Contact resistance ≥0.50 mΩ per contact at rated current.
- Temperature rise >25 °C over ambient at 80–100 A.
- Visible pitting, green/black corrosion, or softened housing.
Step-by-step (field)
Safety first. Isolate the battery. Verify zero voltage at the connector with a meter. Wear eye protection and insulated gloves.
- Label polarity and circuits. Photograph routing.
- De‑mate, cut back cable to bright copper. Re‑terminate with the specified ferrule or crimp barrel.
- Inspect the new contact wipe area. Clean with isopropyl alcohol if needed.
- Mate fully until latch engagement. Fit sealing boots. Route and strain‑relieve.
- Torque any clamp hardware per datasheet. Record contact resistance and thermal snapshot under load.
Note: Good connections help keep local systems within limits, which supports network stability goals noted by IEA and capacity needs observed in IRENA.
Monitoring plan for coastal assets
- Quarterly visual checks for deposits, discoloration, or cracks.
- Quarterly thermal imaging at peak load; flag rises above 20–25 °C.
- Biannual four‑wire resistance checks. Replace at thresholds above.
- Log ambient salt exposure and storm events. Inspect after each severe gale.
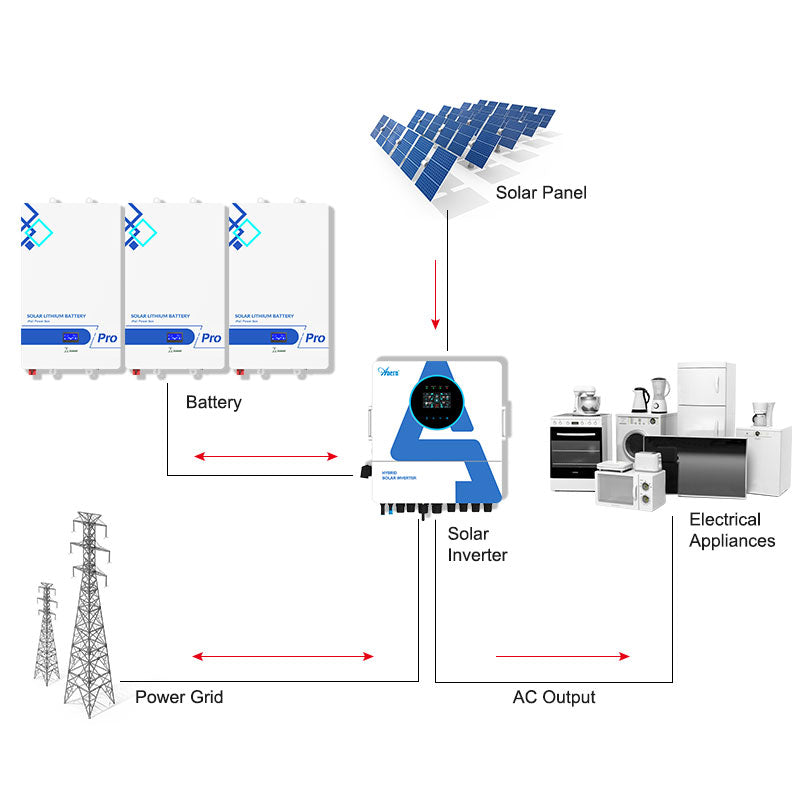
Our teams apply similar routines to off‑grid solar and integrated ESS that pair LiFePO4 batteries with hybrid inverters and PV. The goal is consistent uptime with scalable, safe energy.
What you gain
- Lower I²R losses and cooler cabinets.
- Fewer nuisance shutdowns and less connector wear.
- A clear standard for Connector Replacement decisions.
Safety and technical disclaimer: This content is for technical reference only and does not replace site‑specific engineering or safety procedures.
FAQs
How can I tell an APP Power Connector needs service?
Look for discoloration, green or black deposits, stiffness during mating, or latch damage. Confirm with thermal imaging and a four‑wire resistance check.
Is dielectric grease safe on power contacts?
Yes, in a thin film and only with a compatible product. It helps block moisture and salt‑mist. Do not over‑apply or contaminate insulation.
What salt‑fog standard should I specify?
ASTM B117 is common for neutral spray screening. For cyclic exposure closer to field reality, reference IEC 60068‑2‑52 with a suitable severity level.
Will silver plating always outperform tin?
No. Silver offers low resistance but can tarnish. Tin is cost‑effective but more prone to fretting. A nickel underlayer often improves either option.
